Parámetros personalizados de impresión
Parámetros personalizados de impresión en Cura
Como bien mencionamos e indicamos los parámetros se encuentran sobre el lateral derecho de nuestra interfaz. Si presionamos el botón “Personalizar” podremos abrir un menú que contiene más definiciones y variables. A esto los podemos configurar. Es decir, ocultar aquellos no consideremos necesarios y mostrar algunos que puedan permanecer ocultos y sean necesarios para configurar nuestra impresión.
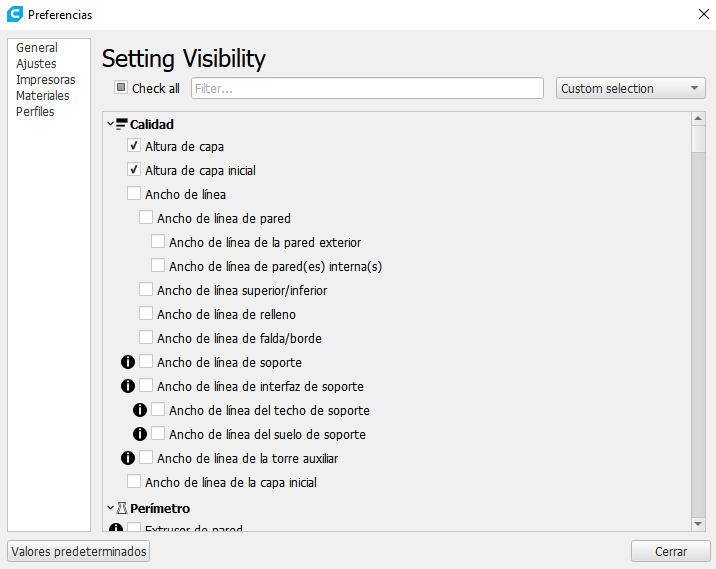
Para activar más parámetros deberemos hacer click en el icono “configuración” que se encuentra oculto al lado de cada título.
Al ingresar a ese panel, encontraremos una expansión en el número y variedad de parámetros. Podremos filtrar alguno mediante el campo de búsqueda para acceder a él de manera inmediata.
Vamos a enumerar y aclarar cuales son los parámetros a considerar y settear más relevantes.
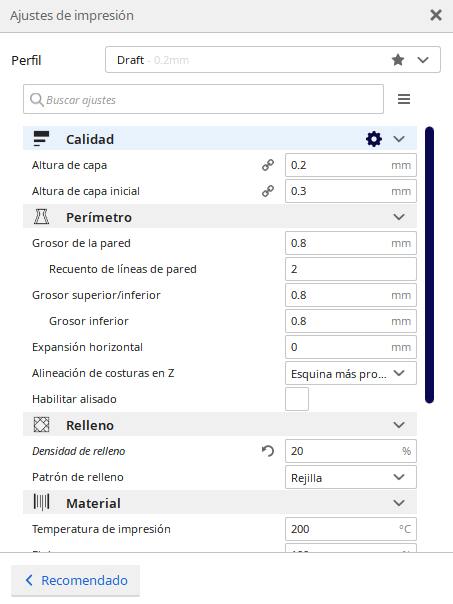
Calidad
- Altura de capa: determina qué altura tendrá cada una de las láminas que va a formar el objeto imprimiendo desde la base. Por lo general, solemos imprimir a una altura de 0.2 mm. Con una boquilla de 0.4 mm nunca es recomendado pasar de 0.32 mm. De esa manera, el plástico, en vez de depositarse en cada capa, comenzará a flotar en el aire y notaremos que comienza a soltarse el material ya que la adherencia no es buena.
- Ancho de línea: este número siempre debe coincidir con el diámetro del nozzle de nuestra impresora que, por lo general, suele ser de 0.4 mm. Esto depende de cada marca y modelo. En cura podremos definir el ancho de línea dependiendo del sector del objeto que nos encontremos imprimiendo.
- Ancho de línea de la capa inicial: determina que tan bien se pega nuestro objeto a la base y eso determina si se va a imprimir bien o mal. por defecto viene definido al 100%, pero si defino este parámetro en un 20% significa que la primera capa va a soltar un 20% más de plástico de lo habitual. De esta forma tendrá mayo adherencia a la cama. Lo ideal es mantener este parámetro en 100%.
Perímetro
- Grosor de pared: si busco obtener una pieza resistente, le pondré un grosor de pared de 1.2 mm. Este número es un múltiplo del ancho de línea (0.4). En caso que quiera imprimir una pieza sencilla sin necesidad de resistencia podremos llevar este valor a 0.8 mm
- Grosor superior/inferior: es el grosor de las paredes de arriba y abajo (amarillas). Este valor se puede definir el milimetros o en capas. En el caso de la parte superior, si imprimimos algo en 3D y notamos que nos quedan huecos por arriba, deberemos aplicar más valor al campo “Grosor superior”.
Relleno
- Densidad: es el volumen en términos de porcentaje que ocupará el filamento dentro del cuerpo de la impresión. Por lo general viene definido en un 20%. En color naranja podremos identificar la capacidad de ocupación que genera ese relleno dentro de la pieza. A mayor resistencia buscada en la pieza mayor será este porcentaje de densidad, por tal mayor el material y el tiempo invertido en la impresión. Casi nunca hará falta pasar este número de un 50%.
- Patrón de relleno: tenemos al menos 13 alternativas de patrones definidas.
Material
Este apartado tendrá mucho que ver con la calidad de la pieza una vez que esté impresa. Depende muchísimo del material empleado para esta fabricación.
- Temperatura de impresión: En nuestro caso utilizaremos PLA y la temperatura ideal a la que funde ese material es entre 190º y 210º.
- Temperatura de la cama: en este caso y con Magana 2 contamos con la función de cama caliente. Para material PLA la temperatura oscila entre 50º y 60º.
- Retracción: esto nos permite indicarle a la impresora que cuando el material no está imprimiendo y el cabezal se mueve, tirarlo hacia arriba para para que no gotee. Aquí deberemos medir dos parámetros diferentes que son: cuánto lo retraemos al filamento y para sacarlo del extrusor del nozzle (boquilla) y luego a qué velocidad lo hace. 10 mm suelen ser suficientes para que dejen de ocasionar esos inconvenientes al momento de la impresión.
Velocidad
Evidentemente este apartado determina la velocidad y el tiempo en que tarda en imprimirse algo, esto tiene que ver mucho con la calidad final del objeto. Hay muchas impresoras que tienen un límite a la hora de imprimir. Se suele trabajar a 50 mm aunque muchas impresoras pueden ir a más velocidad, pero no olvidemos que esto se realiza en pos de la calidad y el acabado de la pieza. Si imprimimos algo a 90 mm/s y luego lo probamos a 50 mm/s notaremos un cambio abismal en la calidad final de los objetos impresos.
Esta velocidad puede modificarse según sectores de impresión:
- Relleno: no requiere de un acabado estético fino ya que por lo general no se ve. Es posible imprimirlo a mayor velocidad. De todas maneras al imprimir el relleno muy rápido podremos perder rigidez en la pieza. Debemos equilibrar este parámetro aumentando el ancho de línea del relleno.
- Perímetro (Paredes externas e internas): Podremos imprimir más rápido las paredes internas (verde) que al igual que el relleno no se vé y pondremos más tiempo a disposición de la impresión de paredes externas para obtener un acabado estético más alto.
- Soporte: se suele mantener al mismo tiempo promedio de la pieza ya que, si bien consume menos material y tiempo que la pieza en si el material de soporte es un elemento fundamental en este proceso y de él depende la impresión de la pieza.
Velocidad de desplazamiento
Velocidad a la que se mueve el cabezal cuando no expulsa filamento. Esto se da cuando el cabezal finaliza la aplicación del material en un sector de la pieza y debe viajar sin expulsar material a otro sector de la pieza. Definiremos a través de este parámetro a qué velocidad realiza este movimiento. 150 mm/s es un buen punto de partida.
Velocidad de capa inicial
Además de que la cama se encuentre bien nivelada y exista una temperatura de la cama caliente para que se imprima y se adhiera mejor, encontramos relevancia también en la velocidad de la capa inicial. Una velocidad baja nos permitirá mayor adherencia y reduce el riesgo de que quede mal. Se suele trabajar entre 15 y 20 mm/s que es una velocidad bastante lenta pero eso aumenta la probabilidad de éxito en la impresión.
Desplazamiento
- Salto en Z en la Retracción: cuando el hotend hace una retracción y deja de expulsar plástico, el cabezal se despega un poco de la pieza. Esto suele ser aproximadamente 1 mm y evita que, ante la existencia de un trozo enganchado, este sea arrastrado por la pieza impresa. La activación de esta opción nos garantiza que la pieza quede bien y no nos encontremos con estos inconvenientes.
Refrigeración
La impresora FDM cuenta con un cooler que tiene la función de ir enfriando el plástico una vez que se va depositando en la pieza. Con material PLA siempre es muy importante tenerlo activado. Para otros materiales como ABS y PETG a veces no debemos ni tenerlo encendido.
- Velocidad de ventilador: Podremos tener este ventilador a tope de potencia. Es decir, expulsando la mayor cantidad de aire posible de acuerdo a sus capacidades.
- Velocidad normal de ventilador a altura: podemos indicarle al ventilador que alcance la velocidad regular indicada a cierta altura de capa. En caso de colocar 0.25 mm notaremos que durante la impresión de la primera capa el cooler permanecerá apagado y en la segunda capa se encenderá al 100%.
Soporte
El material de soporte me permite sostener e imprimir correctamente aquellos sectores del objeto que posean un grado de inclinación mayor a 45º. Debemos activar o desactivar el soporte de acuerdo al tipo de pieza y a la necesidad que tenga la misma de contar con un soporte de impresión. Cura genera automáticamente este material para asegurar que la estructura de la pieza se imprima de manera estable. Para activar esta opción deberemos hacer check en la opción Generar soporte.
- Colocación de soporte: existen dos maneras de generar soporte, la primera es aplicarlo solo en aquellas partes que tienen vínculo directo con la cama o base de impresión. Es decir, estas pequeñas estructuras se construirán desde la base (cama) hasta el sector sobresaliente de la pieza. También podemos indicarle que los soportes se apliquen a todas partes. Eso quiere decir que también se ubicaran sobre la pieza impresa sin importar si los módulos sobresalientes tienen vínculo directo con el suelo o no.
- Distancia del material de soporte: otro atributo importante a revisar, ya que si el soporte toca directamente el plástico puede suceder que quede muy adherido a él y sea difícil despegarlo y nos puede costar la rotura de la pieza. Por eso, debemos dejar un pequeño margen para luego poder retirarlo con normalidad. Es decir, que la pieza se apoye sobre el soporte pero lo mínimo imprescindible. También debemos considerar la distancia entre X e Y. Es decir, la distancia entre las paredes y el soporte porque si es muy pequeña se tocarán y eso puede ocasionar problemas de calidad, de acabados.
- Interfaz de soporte: el soporte, si bien posee un relleno lo suficientemente hueco para facilitar su despegue de la pieza, desarrolla una interfaz que se ajusta a las necesidades del objeto y desarrolla paredes sólidas para cumplir su función de respaldo de los módulos sobresalientes. Eso aumenta las probabilidades de que quede bien esa primera parte y logremos obtener un producto de calidad.
Adherencia de la placa de impresión
En este apartado encontraremos cuatro opciones:
- Ninguno: la pieza se imprimirá en 3D tal y como se desarrolló y lo podemos visualizar a través de Cura. no contará con ningún tipo de ayuda para que la pieza se adhiera bien a la cama.
- Falda: esto simplemente lo que hace es añadir un pequeño hilo de plástico alrededor del objeto para purgar el material. Esto nos da la certeza de que cuando empiece a fabricar la pieza salga bien el plástico.
- Borde: añade una especie de malla que se pega a la pieza y se expande alrededor. Esto es especialmente útil para aquellos diseños muy finos y que sabemos que se van a adherir muy poco porque la primera capa tiene poca superficie. Este perímetro luego se puede quitar con un cuter y resulta muy eficiente a la hora de imprimir absorbe poco material y suele ser de mucha ayuda.
- Balsa: se suele usar normalmente para otros tipos de materiales. Piezas que se quedan o muy poco pegadas o muy pegadas a la base. Añade una pequeña balsa con un grosor determinado que suele ser de aproximadamente 1 milímetro. Luego lo despegamos de la pieza. Suele funcionar muy bien para ABS o para impresoras 3D que tienen una base perforada o algún sistema de adherencia que no es el óptimo para la pieza que queremos imprimir.
Una vez que tenemos todos los parámetros listos tendremos que procesar nuestro archivo y quedará disponible para imprimir en 3D