Errores comunes / Problemas habituales
Existen en impresión FDM problemas frecuentes que impiden una correcta impresión de nuestro modelo. En este segmento te mostramos cuales son los más habituales, en qué consisten y cuál es su posible solución.

Layer shifting
Consiste en que en un punto de impresión, se mueve uno de los ejes, uno de los motores. A partir de ahí la impresión de la pieza se desfasa. La impresora, al no tener la capacidad de interpretar esta situación, continúa y finaliza la impresión sin acusar error de fabricación. Se suele dar a modo de escalera o como desfase completo de una capa a otra.
Posibles soluciones
- Se deben revisar el correcto funcionamiento de las correas.
- Hay que verificar que los motores funcionen correctamente. Los motores pueden comenzar a fallar y saltar esos pequeños pasos.
- Problema mecánico: hay que revisar, lubricar y controlar que se mueva bien el eje. Es muy común que con el tiempo se deposite polvo sobre los rodamientos y eso impide un movimiento fluido del cabezal.
- Falla de cooler. otra posible solución es que la pieza al no estar siendo enfriada suficientemente bien se levante un poco y golpee al hotend, este haga fuerza y no avance e imprima en otro sitio.
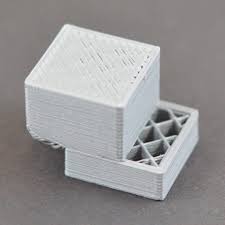 | |
 | Warping Es uno de los problemas más habituales, sobre todo en estructuras rectangulares en las que la base se levanta en las esquinas. Esto se suele dar principalmente porque el material sale muy caliente y se expande pero a medida que se va enfriando se contrae y las esquinas es donde siempre empieza a levantarse. Posible soluciónControlar la nivelación de la cama. Siempre debe mantener una línea perpendicular con la boquilla extrusora.Trabajar con aerosol adhesivo para que el material se aferre bien a la base (Robi).Aplicar temperatura adecuada a la cama de la impresora. |
 | No enfría bien el plástico Este problema es muy común y se debe a que el cabezal imprime la pieza a una velocidad muy alta y a medida que avanza en esta impresión no le da tiempo a las capas de abajo a enfriar el material depositado haciendo que quedase un poco blando dejando de ser un soporte óptimo. Posibles solucionesBajar la temperatura de impresión. Si imprimimos en PLA a 210º podemos bajarla a 205º o 200º.Reducir la velocidad de impresión: así tardará un poco más en imprimir cada capa pero tendremos más tiempo para que se enfríe el material depositado. Una buena combinación suele ser imprimir un poco más lento y con menos temperatura.Utilizar el ventilador de capa siempre al máximo. Con PLA siempre se requiere imprimir con el ventilador al 100%. Otros materiales como el ABS no requieren tal acción. |
 | Overhangs Los módulos sobresalientes de cada pieza, si no se encuentran bien sostenidos tienden a caer. Por tal motivo, deberemos tener algo sobre lo que se apoyen. Puede ser un material de soporte o puede ser que la pieza esté diseñada teniendo en cuenta el grado máximo de inclinación. Siempre se recomienda que los módulos no sobresalgan mucho y en caso de que así sea acelerar la ventilación para que el material enfríe rápido. Posibles solucionesUtilizar material de soporte. Desde Cura aprendemos a configurarlo. |
 | Puentes Cuanto más largo sea el puente más caerá y menos calidad ofrecerá. A menor longitud del largo del puente mayor posibilidad de que la pieza no salga fallida. Posibles solucionesAl igual que en el caso anterior podremos utilizar material de soporte para estabilizar la pieza.Evitemos imprimir grandes longitudes sobre el vacío. |
 | Underextrusion Esto lo notaremos cuando nuestra pieza impresa tenga un volumen y una densidad menor a la que debería. Esto se debe principalmente a que la temperatura está muy baja y el hotend no llega a fundir el plástico o que tiene algún inconveniente el mecanismo que empuja el plástico y lo empuja menos de lo que debería. Esto se da porque el hotend se encuentra atascado con material y debemos limpiarlo o porque la rueda que empuja el material ya tiene un poco de polvo, resto de filamento y le cuenta tener agarre con el filamento. Posibles solucionesLimpiar el hotendLimpiar rueda que empuja el materialImprimir a baja velocidad y a temperatura normal |
 | Overexrtrusion Es el proceso contrario al punto anterior. En este caso el cabezal extruye más plástico del que debería. Es un problema poco frecuente y suele deberse a que la temperatura se encuentra demasiado alta por lo cual fluye demasiado filamento o que en la configuración de Cura se ha indicado que el extrusor suelte más plástico del que debería. Posibles solucionesBajar temperatura de hotendConfigurar la cantidad de filamento a extruir desde Ultimaker Cura. |
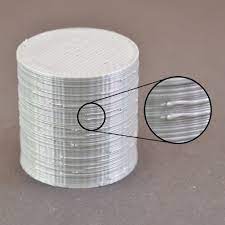
 | Oozing Este inconveniente se visualiza cuando aparecen pequeños hilos de filamento entre un sector de la pieza y otro. Esto se da porque el hotend no deja de extruir en ningún momento debido a que la temperatura de la boquilla puede estar muy alta para el tipo de plástico y cuando el material deja de ser expulsado el contenido continúa en un estado líquido y sigue fluyendo. Otra causa posible es que la retracción del filamento no sea suficiente. Aqui entran dos factores a considerar: en que medida retraemos el material y a que velocidad. Posibles solucionesBajar temperatura de hotend y probar.Subir la distancia de retracción y aumentar la velocidad. |
 | Se atasca el noozle La boquilla simplemente dejará de extruir plástico al momento de la impresión. Esto viene de la mano del problema de under extrusion. La boquilla se va tapando poco a poco y, finalmente, llega a un punto en que no extruye nada de material. Esto se genera porque hay material atascado en el hotend. Posibles solucionesCalentar el hotend, limpiar la cavidad y dejar salir material |